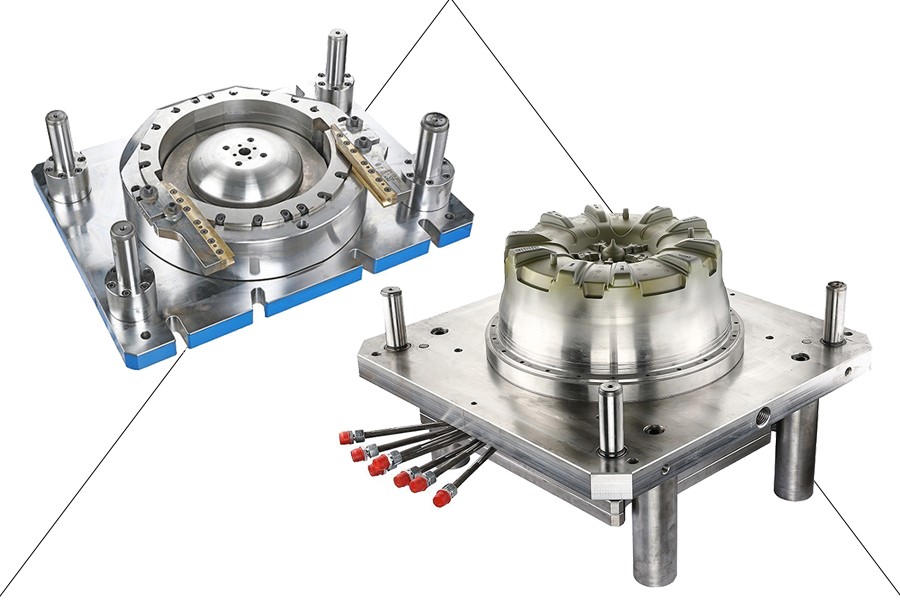
Формы для литья под низким давлением предлагают незаменимое решение для тех, кто стремится к совершенству в металлургической промышленности. Инжекция металла в форму под низким давлением не только обеспечивает производство высококачественных и безупречных деталей, но также минимизирует отходы материалов и позволяет получать детализированное качество поверхности для сложных геометрий.
Эти формы, широко применяемые в таких критически важных отраслях, как автомобильная промышленность, аэрокосмическая промышленность и оборонная промышленность, обеспечивают превосходные характеристики при производстве высокопрочных и точных деталей. С нашими формами для литья под низким давлением вы можете добиться экономии даже при крупносерийном производстве, при этом поднимая стандарты качества на самый высокий уровень.
На нашем веб-сайте вы найдете исчерпывающую информацию о формах для литья под низким давлением, включая детали о факторах, влияющих на цены, и процессах проектирования форм. Кроме того, мы предоставляем сравнения с формами для литья под высоким давлением, а также решения для возможных проблем, с которыми вы можете столкнуться в процессе производства.
Для тех, кто ищет качество и эффективность, формы для литья под низким давлением являются правильным выбором. Свяжитесь с нами для получения дополнительной информации и воплощения ваших проектов в жизнь.
Формы для Литья Под Низким Давлением: Высокое Качество и Детализированное Производство
Формы для литья под низким давлением обеспечивают производство высококачественных деталей путем инжекции металла в форму под низким давлением. Этот метод снижает отходы материалов и обеспечивает детализированное качество поверхности даже для сложных геометрий.
Преимущества:
- Высокое Качество: Безупречные, без пор детали.
- Меньше Отходов Материалов: Используется только необходимое количество металла.
- Детализированное Качество Поверхности: Тонкие и сложные детали.
Области Применения:
- Автомобильная Промышленность: Блоки двигателей, колеса.
- Аэрокосмическая Промышленность: Прецизионные и долговечные детали.
- Оборонная Промышленность: Высокопрочные изделия.
Эти формы обеспечивают преимущества по стоимости и качеству при крупносерийном производстве.
Цены на Формы для Литья Под Низким Давлением: Что Влияет на Стоимость?
Цены на формы для литья под низким давлением варьируются в зависимости от нескольких факторов. Размер, сложность, тип материала, объем производства и особые требования к конструкции формы определяют эти цены.
Факторы, Влияющие на Стоимость:
- Размер и Геометрия: Более крупные и сложные формы дороже.
- Тип Материала: Высококачественные материалы увеличивают затраты.
- Объем Производства: При больших объемах производства затраты могут снижаться.
- Специальный Дизайн: Особые запросы могут повысить цену.
- Трудозатраты и Время Производства: Эти факторы также влияют на стоимость.
Цены могут варьироваться от нескольких тысяч долларов до десятков тысяч для крупных проектов. Свяжитесь с нами с вашим проектом для получения точного предложения.
Проектирование Форм для Литья Под Низким Давлением: Основные Элементы
Проектирование формы для литья под низким давлением должно быть оптимизировано для инжекции металла под низким давлением. Вот ключевые элементы, которые следует учитывать при проектировании:
1. Выбор Материала для Формы:
- Долговечность: Предпочтительны стали или сплавы, устойчивые к высоким температурам и давлению.
- Теплопроводность: Хорошая теплопроводность необходима для правильного охлаждения.
2. Геометрия Формы:
- Баланс Толщины и Тонкости: Важно сбалансировать проектирование для обеспечения правильного заполнения всех частей изделия.
- Сложные Формы: Дизайн должен подходить для сложных геометрий.
3. Проектирование Системы Подачи и Литья:
- Система Литья: Обеспечивает плавный поток расплавленного металла.
- Питатели: Предотвращают поры и дефекты.
4. Охлаждающие Каналы:
- Сбалансированное Охлаждение: Охлаждающие каналы важны для качества.
5. Системы Выпуска Газов:
- Каналы для Выпуска Газов: Обеспечивают выход газов, предотвращая дефекты.
6. Извлечение Изделия (Демолдинг):
- Механизмы Извлечения: Должны быть разработаны соответствующие механизмы для беспроблемного извлечения изделия.
7. Моделирование и Прототипирование:
- CAD и Моделирование: Обнаруживает потенциальные проблемы заранее.
- Прототипирование: Тестирует точность дизайна.
Правильное проектирование повышает эффективность процесса литья под низким давлением и снижает производственные затраты.
Использование Формы для Литья Под Низким Давлением: Этапы и Важные Моменты
Форма для литья под низким давлением используется для производства высококачественных изделий со сложными формами и тонкими стенками. Вот основные этапы, которые необходимо соблюдать при использовании этих форм:
1. Подготовка Формы:
- Очистка и Инспекция: Форма должна быть очищена и проверена на наличие повреждений.
- Нанесение Покрытия: Покрытие наносится для предотвращения прилипания металла, что также продлевает срок службы формы.
2. Плавка Металла и Подготовка к Литью:
- Плавка Металла: Металл расплавляется до температуры литья и перемешивается для достижения однородной структуры.
- Настройка Давления: Давление литья настраивается в зависимости от изделия и типа металла.
3. Процесс Литья:
- Инжекция Металла: Расплавленный металл вводится в форму под низким давлением, обеспечивая заполнение всех полостей.
- Время Охлаждения: Время охлаждения металла должно быть тщательно контролируемым.
4. Извлечение Изделия из Формы:
- Демолдинг: Изделие аккуратно извлекается из формы после охлаждения.
- Выбивные Штифты: Используются для извлечения изделия без повреждений.
5. Финальная Обработка:
- Очистка: Изделие очищается от остатков.
- Резка и Шлифовка: Литники и выпоры удаляются.
- Контроль Качества: Изделия проверяются на соответствие стандартам качества.
6. Обслуживание Формы:
- Обслуживание Формы: Форма поддерживается в хорошем состоянии за счет регулярного обслуживания и нанесения покрытия.
7. Хранение Формы:
- Хранение: Хранится в подходящих условиях после использования, что продлевает срок службы формы.
Правильное использование формы оптимизирует процесс производства, повышает качество изделий и снижает затраты.
Форма для Литья Под Низким Давлением vs. Форма для Литья Под Высоким Давлением: Сравнение
Формы для литья под низким давлением и формы для литья под высоким давлением — это два различных метода, используемых в литье металлов. Каждый из них предлагает преимущества в зависимости от конкретных потребностей производства. Вот основные различия между этими двумя методами:
1. Уровень Давления:
- Литье Под Низким Давлением: Металл вводится в форму под низким давлением, от 1 до 5 бар.
- Литье Под Высоким Давлением: Металл вводится под высоким давлением, от 100 до 150 бар.
2. Качество Формы и Изделия:
- Литье Под Низким Давлением: Производит высококачественные изделия с низкими внутренними напряжениями. Подходит для сложных геометрий.
- Литье Под Высоким Давлением: Более быстрое производство, но с более высокими рисками внутренних напряжений и пор.
3. Области Применения:
- Литье Под Низким Давлением: Используется в автомобильной, аэрокосмической и оборонной промышленности.
- Литье Под Высоким Давлением: Идеально подходит для массового производства, например, для электронных корпусов.
4. Скорость Производства:
- Литье Под Низким Давлением: Более медленное, подходит для мелкосерийного производства.
- Литье Под Высоким Давлением: Быстрое производство, идеально подходит для крупносерийного производства.
5. Стоимость:
- Литье Под Низким Давлением: Более высокая стоимость формы, но предлагает преимущества по качеству.
- Литье Под Высоким Давлением: Меньшая стоимость формы, экономически эффективно для крупносерийного производства.
6. Срок Службы Формы:
- Литье Под Низким Давлением: Срок службы формы дольше из-за низкого давления.
- Литье Под Высоким Давлением: Форма изнашивается быстрее из-за высокого давления.
7. Потребность в Дополнительной Обработке:
- Литье Под Низким Давлением: Требуется меньше дополнительной обработки.
- Литье Под Высоким Давлением: Может потребоваться больше дополнительной обработки.
8. Захват Газа:
- Литье Под Низким Давлением: Меньший риск захвата газа.
- Литье Под Высоким Давлением: Более высокий риск захвата газа из-за высокого давления.
Это сравнение помогает понять преимущества и недостатки методов литья под низким и высоким давлением. Выбор зависит от ваших производственных потребностей и спецификаций изделия.
Производство Форм для Литья Под Низким Давлением: Этапы и Важные Моменты
Производство форм для литья под низким давлением — это критически важный процесс для производства точных и высококачественных литых деталей. Вот основные этапы этого процесса:
1. Этап Проектирования:
- Проектирование Изделия: Определяются размеры и геометрия детали для литья.
- Проектирование Формы: Создается 3D модель и оптимизируется с помощью литьевых симуляций.
- Моделирование: Выявляются потенциальные ошибки и улучшается проектирование.
2. Выбор Материалов:
- Материал Формы: Предпочтительны стали и сплавы, устойчивые к высоким температурам и давлению.
- Материал для Покрытия: Наносится покрытие для предотвращения прилипания расплавленного металла.
3. Производство Формы:
- Механическая Обработка на Станках с ЧПУ: Создаются внутренняя полость формы, система подачи и охлаждающие каналы.
- Охлаждающие Каналы: Размещаются для правильного охлаждения и снижения внутренних напряжений.
- Сборка: Части формы собираются и подготавливаются к финальному использованию.
4. Тестирование Формы и Производство Прототипов:
- Пробное Литье: Форма тестируется перед началом серийного производства.
- Производство Прототипов: Изготовленные детали исследуются, и форма корректируется при необходимости.
5. Контроль Качества и Утверждение:
- Контроль Качества: Проверяется точность размеров и качество поверхности.
- Утверждение и Серийное Производство: Форма утверждается и готовится к серийному производству.
6. Обслуживание и Ремонт Форм:
- Регулярное Обслуживание: Форма регулярно очищается и обслуживается.
- Ремонт и Модернизация: Устраняются повреждения, возникшие в процессе эксплуатации.
Этот процесс обеспечивает долговечность формы и соответствие изделий требуемым стандартам качества.
Преимущества Форм для Литья Под Низким Давлением
Использование форм для литья под низким давлением предоставляет множество преимуществ при производстве высококачественных и точных литых деталей. Вот основные преимущества этого метода:
1. Высокое Качество Изделий:
- Низкая Пористость: Обеспечивает более плотные и долговечные изделия с минимальной пористостью.
- Безупречная Поверхность: Высокое качество поверхности снижает потребность в дополнительной обработке.
2. Детализированные и Сложные Геометрии:
- Сложные Формы: Можно производить детали с тонкими стенками и сложными геометриями.
- Тонкие Стенки: Обеспечивает получение легких и прочных изделий.
3. Снижение Внутренних Напряжений и Риска Трещин:
- Сбалансированное Охлаждение: Снижает внутренние напряжения и риск трещин.
- Долговечные Изделия: Производит долговечные изделия, требующие минимального обслуживания.
4. Высокая Производственная Эффективность:
- Меньше Дефектов: Снижает количество дефектов и процент брака, увеличивая эффективность.
- Снижение Потребности в Доработке: Меньшая потребность в доработке снижает затраты.
5. Широкий Выбор Материалов:
- Различные Сплавы: Можно использовать различные сплавы, такие как алюминий, магний и медь.
- Высокопрочные Материалы: Предоставляют преимущества в таких отраслях, как автомобильная и аэрокосмическая промышленность.
6. Экономическая Эффективность:
- Низкие Производственные Затраты: Обеспечивает экономически эффективное решение при серийном производстве.
- Долговечность Формы: Литье под низким давлением продлевает срок службы формы.
7. Гибкость Производственных Мощностей:
- Различные Размеры и Формы: Можно производить различные размеры и формы изделий.
- Быстрое Прототипирование: Внесение изменений в дизайн может быть быстро реализовано.
Эти преимущества делают метод литья под низким давлением идеальным выбором, особенно в отраслях, требующих производства высококачественных, точных и сложных изделий.
Процесс Производства с Использованием Форм для Литья Под Низким Давлением
Производство с использованием формы для литья под низким давлением позволяет производить высококачественные и точные металлические детали. Процесс включает инжекцию металла в форму под низким давлением и состоит из следующих основных этапов:
1. Этап Подготовки:
- Проектирование и Производство Формы: Проектирование изделия и формы осуществляется с помощью 3D моделей. Форма изготавливается на станках с ЧПУ, тщательно обрабатываются полости, литниковые системы и охлаждающие каналы.
- Подготовка Материалов: Металл плавится до температуры литья, и наносится покрытие для предотвращения прилипания к форме.
2. Процесс Литья:
- Инжекция Металла: Металл вводится в форму под давлением 1-5 бар, заполняя все полости.
- Охлаждение и Затвердевание: Металл равномерно охлаждается в форме, а газы выводятся через каналы.
3. Извлечение Изделия из Формы:
- Разделение Формы: После охлаждения изделие извлекается из формы с помощью выбивных штифтов или сердечников.
- Очистка и Финальная Обработка: Литниковые системы и выпоры удаляются, поверхность очищается.
4. Контроль Качества и Тесты:
- Визуальный и Размерный Контроль: Проверяются поверхность и размеры изделия.
- Механические Тесты: Проводятся тесты на прочность и внутреннюю структуру.
5. Утверждение Финального Продукта и Хранение:
- Утверждение Изделия: Изделия, прошедшие все тесты, утверждаются.
- Хранение и Отправка: Утвержденные изделия хранятся и подготавливаются к отправке.
6. Обслуживание и Ремонт Форм:
- Регулярное Обслуживание: Форма очищается и ремонтируется после каждого цикла литья.
- Хранение Формы: Хранится в подходящих условиях, когда не используется.
Этот процесс обеспечивает производство высококачественных, долговечных и точных деталей с использованием литья под низким давлением. Каждый этап должен быть тщательно выполнен для повышения качества и эффективности производства.
Материалы для Форм Литья Под Низким Давлением
Материалы, используемые при производстве форм для литья под низким давлением, непосредственно влияют на долговечность формы и качество производимых изделий. Эти материалы должны быть устойчивы к высоким температурам, давлению и износу. Вот основные материалы, используемые в формах для литья под низким давлением:
1. Стали для Форм:
- Сталь H13: Известна своей высокой термостойкостью и износостойкостью.
- Сталь P20: Подходит для сложных геометрий со средней износостойкостью.
- Сталь D2: Обеспечивает высокую твердость и износостойкость, продлевая срок службы формы.
2. Легированные Стали:
- МариAGING Стали: Обеспечивают отличную прочность и долговечность.
- Хромомолибденовые Стали (CrMo): Устойчивы к высоким температурам и имеют термическую стойкость.
3. Никелевые Сплавы:
- Инконель: Обеспечивает отличную коррозионную стойкость при высоких температурах.
- Никель-хромовые Сплавы: Известны своей термической стойкостью к усталости, подходят для литья алюминия и магния.
4. Графитовые Материалы:
- Изостатический Графит: Улучшает качество поверхности благодаря высокой термостойкости и теплопроводности.
- Электрографит: Уменьшает прилипание металла и облегчает извлечение изделия из формы.
5. Медные Сплавы:
- Медь-Бериллий: Обеспечивает высокую теплопроводность, используется в литниковых системах и системах подачи.
- Бронза: Обеспечивает хорошую износостойкость и теплопроводность.
6. Керамические Материалы:
- Циркониевые Керамики: Устойчивы к эрозии и коррозии, обеспечивают высокую термостойкость.
- Алюминиевые Керамики: Обеспечивают высокую твердость и износостойкость.
7. Материалы для Покрытия:
- Нитрид Титана (TiN): Повышает износостойкость и продлевает срок службы формы.
- Хромовое Покрытие: Увеличивает твердость поверхности и обеспечивает коррозионную стойкость.
8. Материалы для Охлаждающих Каналов:
- Медные Трубы: Обеспечивают высокую теплопроводность.
- Трубы из Нержавеющей Стали: Обладают высокой коррозионной стойкостью, обеспечивая длительный срок службы.
Эти материалы увеличивают эффективность и долговечность форм для литья под низким давлением, обеспечивая качество производимых деталей.
Проблемы и Решения для Форм Литья Под Низким Давлением
Проблемы, возникающие при использовании форм для литья под низким давлением, могут снизить эффективность производства и повлиять на качество изделий. Вот основные проблемы и их решения:
1. Пористость:
- Проблема: Возникает из-за неправильного распределения металла или захваченных газов.
- Решение: Применение вакуума, использование низкого давления и контроль охлаждения снижают пористость.
2. Трещины при Охлаждении:
- Проблема: Возникает из-за быстрого охлаждения, приводящего к внутренним напряжениям и трещинам.
- Решение: Улучшение дизайна формы, увеличение времени охлаждения и использование покрытий предотвращают трещины.
3. Дефекты и Ошибки Литья:
- Проблема: Возникает из-за неполного заполнения полостей формы металлом.
- Решение: Увеличение давления заполнения, предварительный нагрев формы и оптимизация литниковой системы уменьшают количество ошибок.
4. Захват Газа:
- Проблема: Газы, захваченные внутри формы.
- Решение: Каналы для выпуска газа, использование низкого давления и вакуумная система предотвращают захват газа.
5. Дефекты Поверхности:
- Проблема: Шероховатость поверхности и трещины.
- Решение: Полировка поверхности формы, нанесение покрытий и сбалансированное охлаждение уменьшают количество дефектов поверхности.
6. Износ Формы:
- Проблема: Износ формы из-за постоянного использования.
- Решение: Использование материалов с высокой износостойкостью, регулярное обслуживание и технологии нанесения покрытий снижают износ.
7. Неполное Заполнение Формы:
- Проблема: Металл не полностью заполняет полости формы.
- Решение: Увеличение температуры литья, оптимизация температуры формы и улучшение литниковой системы улучшают заполнение.
Эти решения минимизируют проблемы в процессе литья под низким давлением, обеспечивая производство более качественных изделий. Эти стратегии могут быть применены для оптимизации производственного процесса.